智慧押出控制系統
生產線速度/押出吐量自動調節 · 熔膠狀態軟感測技術 · 老舊機台快速智慧升級
產品背景
我們研究室擁有一條運作超過 25 年的老押出產線,長期協助材料商與成型廠進行生產驗證。
隨著設備老化,控制精準度逐漸下降,產品尺寸穩定性難以保障,且每次新材料或新產品的導
入,都需要大量人工調整與試驗,效率低且成本高昂。
面對這些痛點,我們意識到僅靠傳統操作方式已無法滿足現代化製程需求。投入全新產線成本
巨大,但升級現有產線又必須兼顧效益與技術可行性,這成為推動我們啟動智慧化轉型的關鍵
契機。
因此,我們將過去產學合作累積的經驗與痛點分析整合,制定出從數位化到智慧化的改善路徑
,並與兩所科技大學及設備廠合作,成功開發出結合專業知識與技術經驗的智慧押出系統。這
套系統能以最低成本,顯著提升產線穩定性、尺寸精度與操作效率,實現傳統產線的智慧化升
級。
#系統位置:國立高X科技大學-管模實驗線
#系統位置:彰化成形廠-片材異形共押產線
#系統位置(預定導入):台南成形廠-大型板材共押產線
#系統位置(預定導入):台中法人XX中心-片材異形智慧示範產線
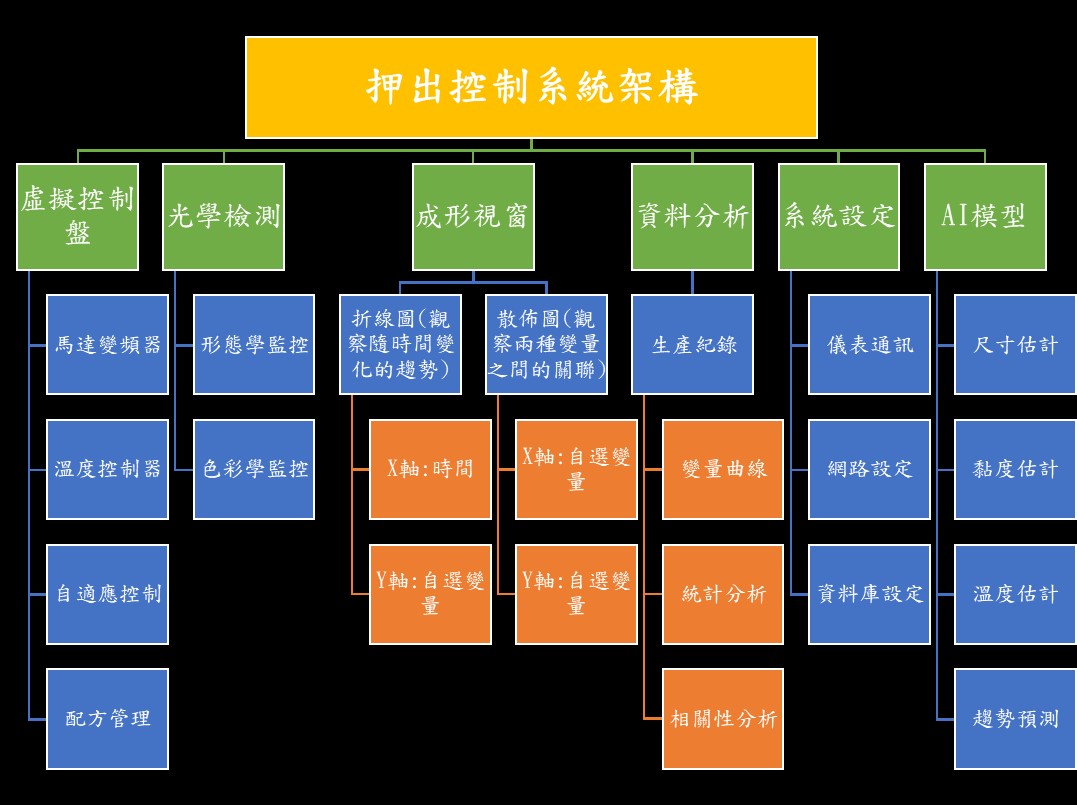
智慧押出控制系統架構
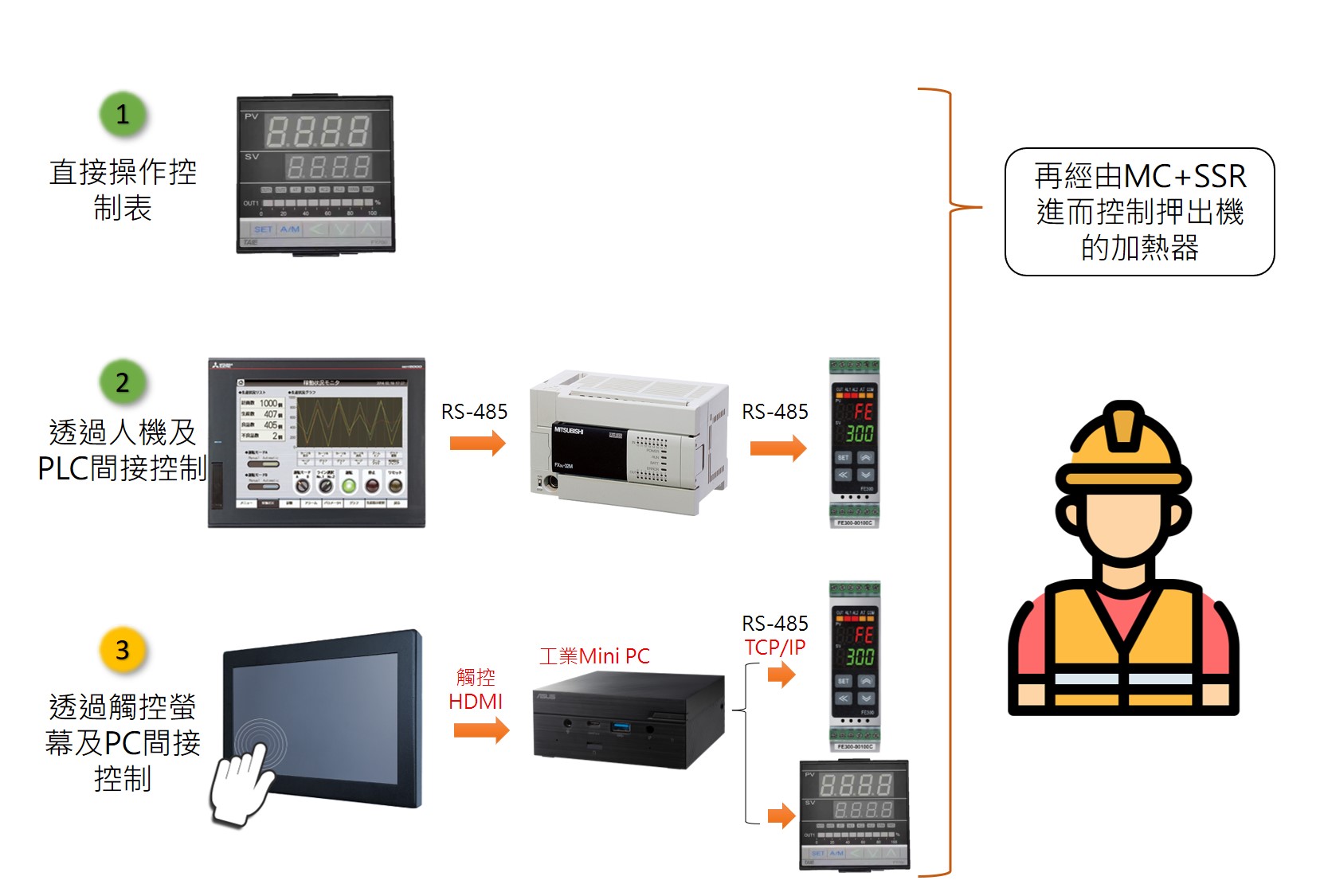
技術演進:從傳統單機控溫到 PC-Based 智慧運算
在當前的押出製程中,控溫方式主要分為三種層次。最傳統的機台採取最精簡的作法,通常不具備主控制器,所有溫度設定與監看完全依賴嵌入於電控箱前方的物理溫度控制表。對操作者而言雖然直覺,卻僅能讀取當下數值,無法掌握製程中過去的趨勢變化。
第二種則是目前市場主流:將溫度控制器改為鋁軌式安裝於電控箱內,外側則透過具備觸控功能的「人機介面 (HMI)」作為溝通橋樑。此架構雖改善了顯示功能並能查閱有限的歷史資料,但運作上需經由 HMI 輸入後,透過通訊協定傳遞給 PLC 進行加熱系統驅動,在功能提升的同時也伴隨著較高的投入成本。
琮閔所推出的架構,其配置類似於 PLC 組態,卻能達到過去兩者難以觸及的高階功能。我們以單純的觸控螢幕作為媒介,核心搭載經濟型 Mini PC 並經由通訊控制溫控器,能無縫相容於上述兩類傳統架構。採用 PC-Based 架構目的在發揮製程效益最大化,透過專屬軟體控制配合先進的工程數學演算,大幅強化傳統製程的穩定性。企業僅需花費等同於日常保養的成本,即可享受到完整的智慧改裝升級。
轉型關鍵:以低成本數位化佈局智慧化基礎
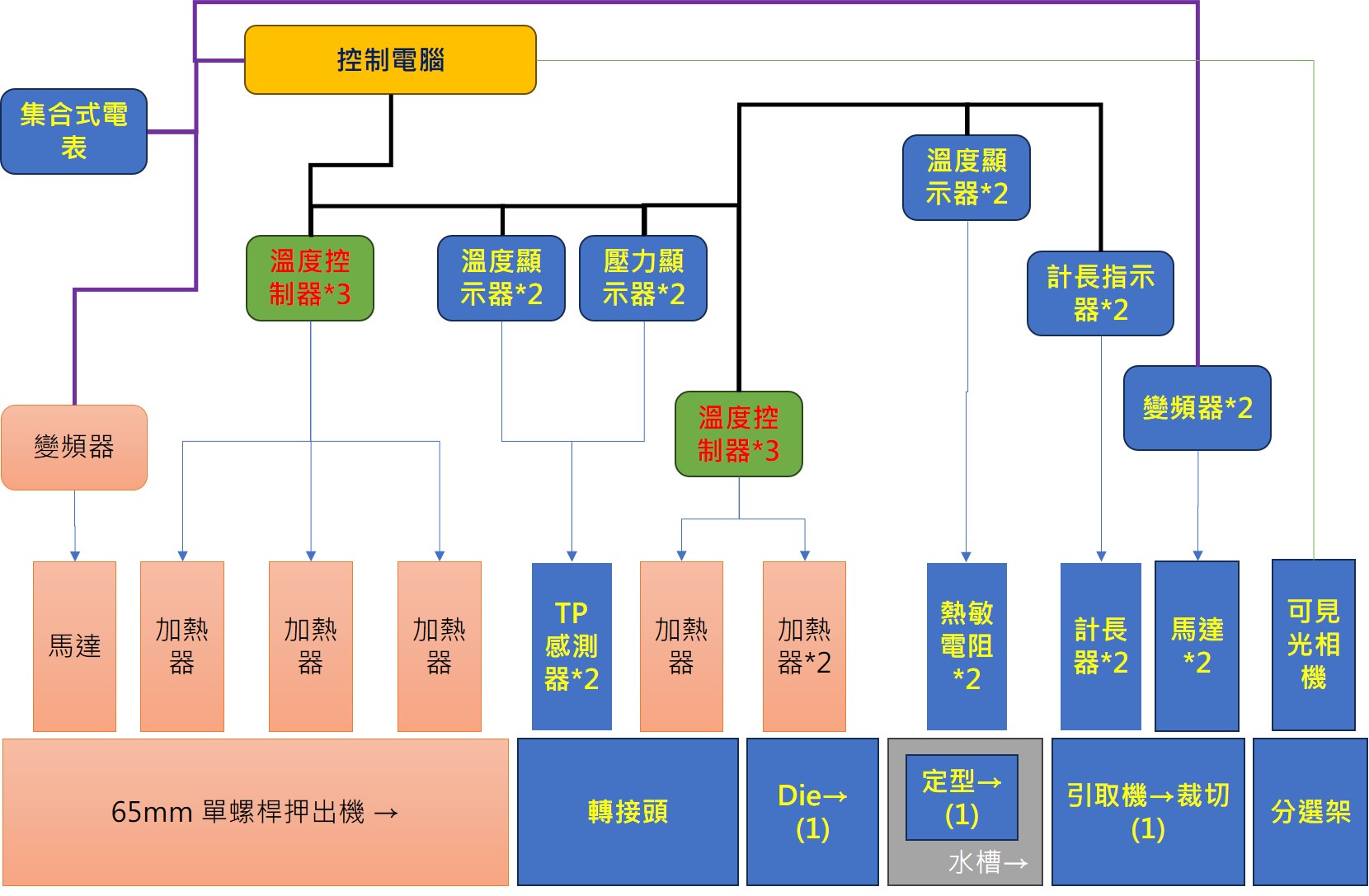
目前絕大多數的押出產線仍依賴運行多年的老舊設備,其核心硬體(如傳統溫度錶、轉速錶、壓力錶及基本控制器)普遍精準度有限,且完全缺乏數據通訊與擷取能力。
我們認為升級成本中最具投資效益的部分,在於數位儀錶的精準汰換:將傳統指針式或單純顯示的錶頭,更換為具備通訊功能的智慧型儀錶。這項改動能讓關鍵製程參數即時傳輸至控制系統,成為智慧化控制的底層基礎。這也正是為何我們強調,僅需花費基礎保養級別的費用,就能透過數據鏈結為老舊設備換來巨大的生產改善效益。
控制核心:感測、分析與決策的動態閉環
系統的核心框架以「感測 → 分析 → 控制」為主軸。首先精確擷取來自數位儀錶與尺寸量測裝置的原始訊號,並進行即時的訊號分析與解讀。
系統會根據分析結果動態評估溫度的調整需求,並決定最優化的線速度控制策略,同時整合多維度的尺寸補償演算法以維持產品的高精度要求。此循環過程能自動感應並反應生產環境中的微小變化,確保押出製程維持在穩定且精準的狀態,大幅度降低生產過程中對資深操作人員經驗的依賴。
flowchart TD
subgraph Input [數據感測層]
A[取得數位儀錶訊號]
B[尺寸量測裝置訊號]
end
subgraph Process [智慧分析層]
A & B --> C[即時訊號分析]
C --> D{評估調整策略}
D -->|溫度補償| E[溫度調整演算]
D -->|精度控制| F[線速度控制策略]
end
subgraph Output [執行控制層]
E & F --> G[執行演算後的策略結果]
G -.->|反饋調節| A
end
classDef loopback stroke-dasharray: 5 5;
style G fill:#f9f,stroke:#333,stroke-width:2px
軟體賦能:AI 預測與全方位數位化管理
我們開發的核心軟體架構不僅整合了直覺的控制與監控面板,更導入了高效的資料分析功能與先進的 AI 預測模組。系統能進一步結合「熔融狀態監控模組(如黏度軟感測器)」,為製程提供深層的洞察力。
此外,系統附屬的數位化管理功能,包括參數配方管理與詳盡的歷史紀錄追蹤,能快速提升產線的市場競爭力。這套架構使老舊設備能以最低成本實現智慧跳躍,並完美對接未來更多自動化與數位化生產的擴展需求。
智慧押出控制系統功能 (初階)
I. 生產前的準備工作
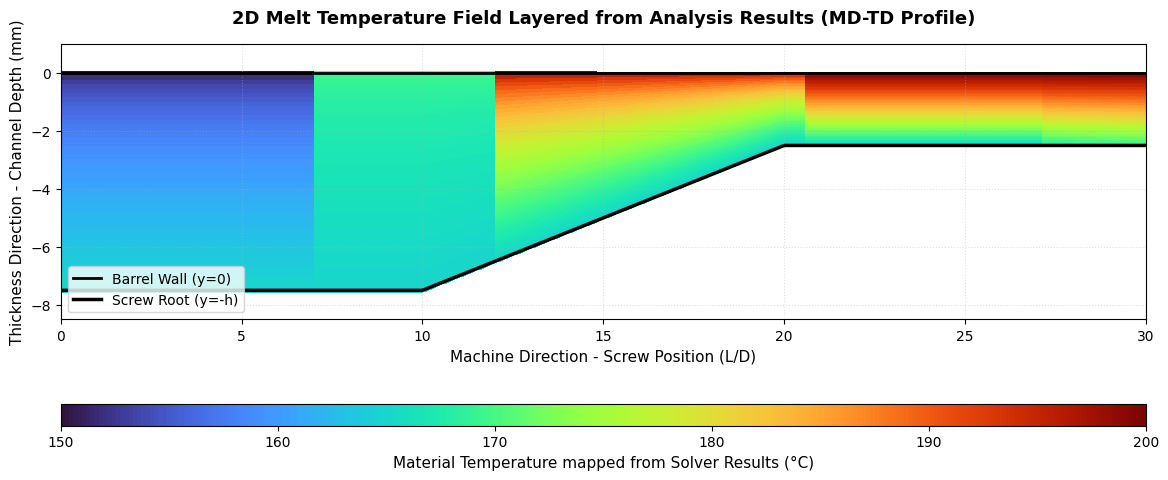
在目前釋出的初版系統中,我們全面開放機台核心幾何參數設定,包含模頭形式、生產材料選擇以及螺桿設計。透過這些關鍵參數,系統能進行更精確的數值評估與製程監控,例如推算理想熔融狀態、虛擬黏度等核心製程指標。
在後續即將推出的進階版本中,我們更將導入自主開發的「塑膠高分子 CAE 輔助分析模組」,讓管理者能即時觀測實體訊號與模擬分析高度整合的「數位孿生 (Digital Twin) 系統」。



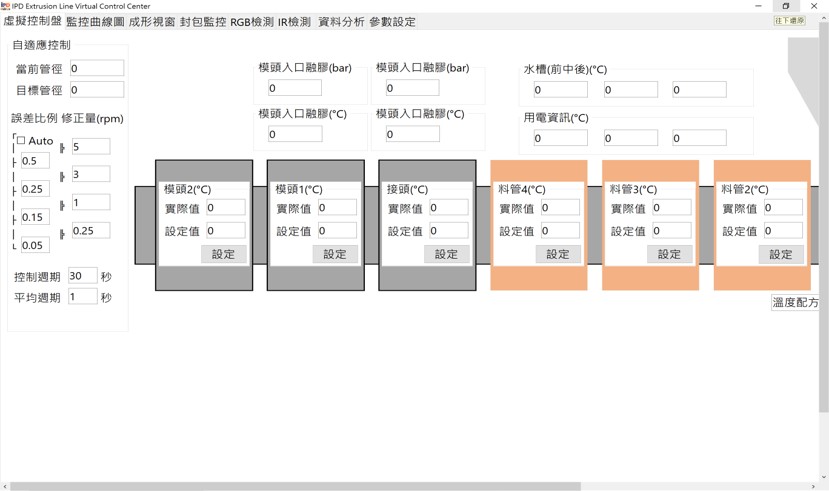
II. IPD 智慧押出監控系統主畫面
主介面採用直覺化設計,完美呈現核心製程狀態。我們將各溫控器、馬達控制器的設定值與顯示值完整整合至單一畫面,方便操作者即時調控溫度與轉速。此外,系統提供三種靈活的操作模式(位於控制區右上角):SYNC (同步模式) 支援現場端與電腦遠端同步調整參數,適合雙端協作開機與調機;REMOTE (遠端模式) 鎖定現地操作,僅由電腦遠端控制,適用於中央管理與生產階段監管;LOCAL (本地模式) 則將控制權完全交回現地,遠端僅供監看,適合應對不宜協作的現場緊急狀況。
畫面下方的即時曲線區則動態呈現所有訊號的變異趨勢,協助管理者一眼識破控制器是否發生偏移,製程穩定性一目了然。

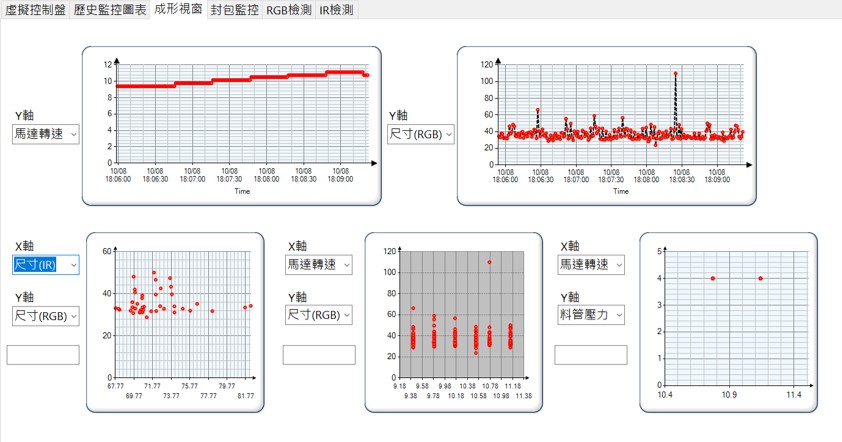
III. 觀看變異關係的成形視窗
此功能為雙製程指標關聯性的視覺化視窗。畫面視窗上半部呈現兩項監控指標在時間軸上的同步動態變化,並導入「上下管制線 (UCL/LCL)」,讓操作人員能輕鬆辨識製程是否超出正常工作範圍。
下半部則提供三組指標間的 X-Y 散佈圖。這種圖形能極為直觀地捕捉製程的穩定性特徵與不穩定漂移,並在畫面中建構出封閉的「管制視窗」,提供比傳統單一上下限更嚴密、更多維的品質監控防線。

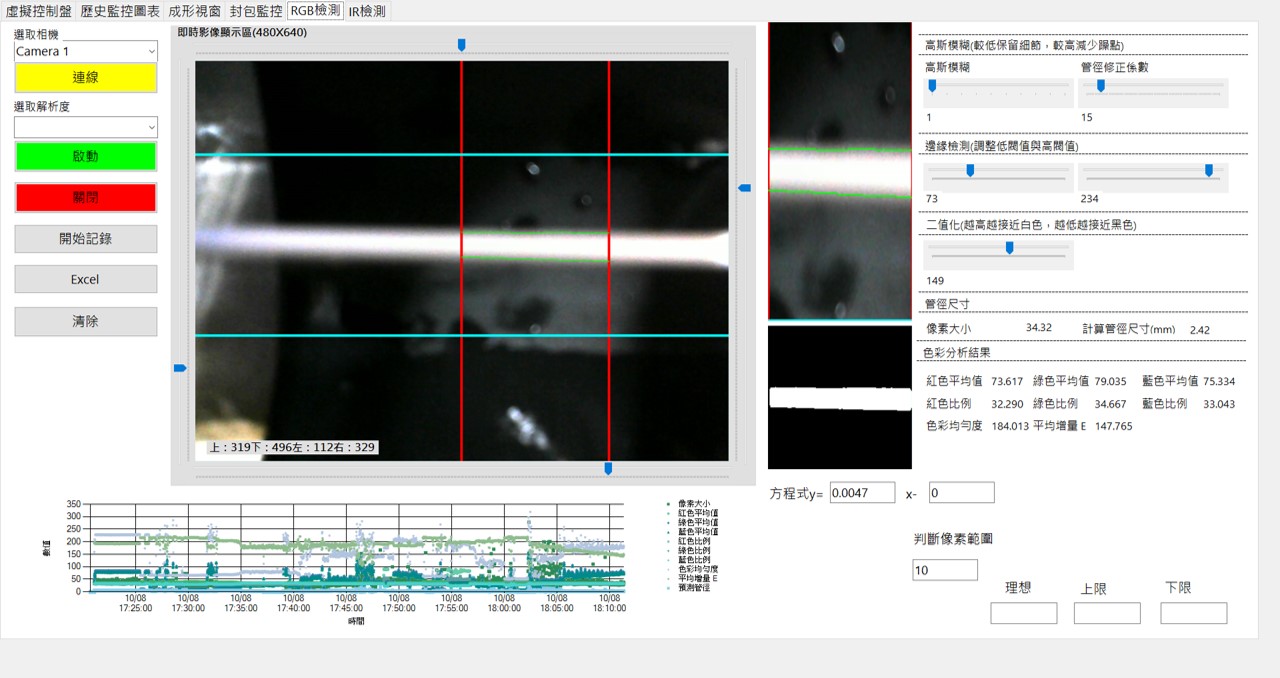
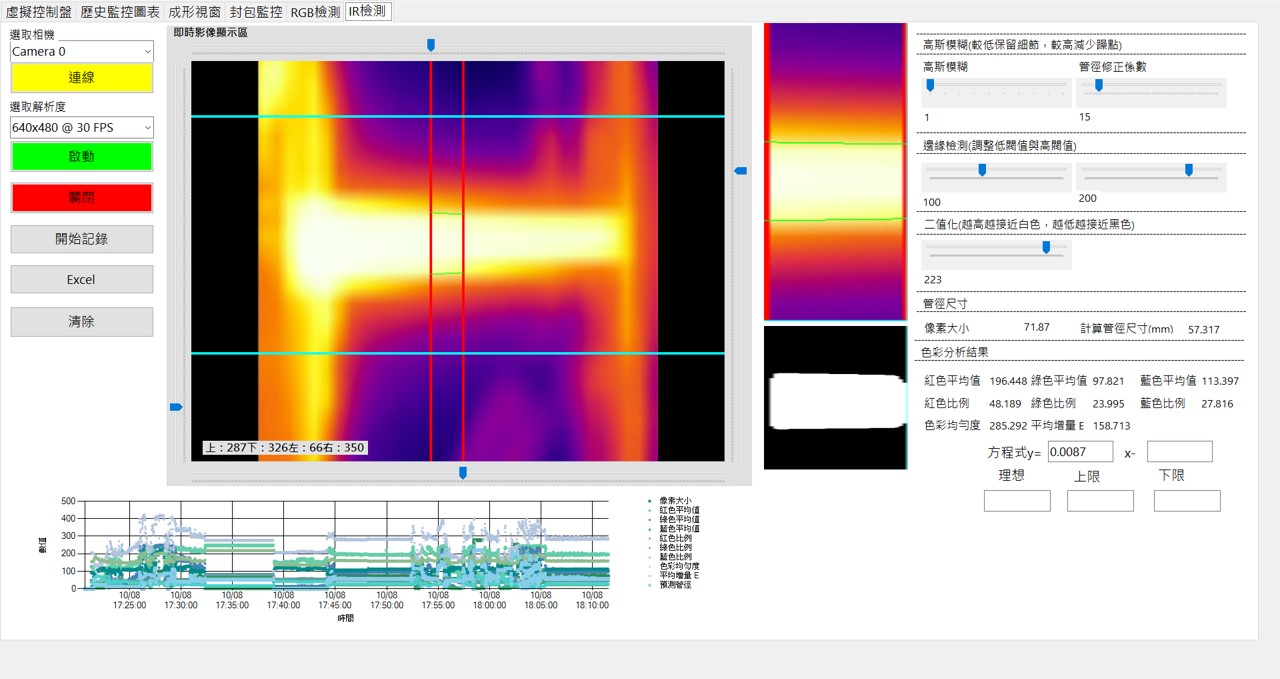
IV. 生產過程中的產品狀態監測
在現代押出製程中,自動光學檢查 (AOI) 是不可或缺的防錯元素。本系統能自動記錄生產異常當下的對應影像,並透過影像演算法進行產品成色檢測與外徑幾何輪廓計算。由色彩學與幾何學所提取的產品特徵,是智慧押出不可或缺的回饋訊號,也是帶領控制系統從「開迴路」升級為「閉迴路自適應系統 (Adaptive Control)」的核心關鍵。
此監控模組於後續階段,可進一步根據即時尺寸動態調節螺桿轉速(或引取速度);若系統偵測到 RGB 三原色發生色偏,亦會即時觸發警報,提醒工程師評估是否需調整原料配比或色母母粒。

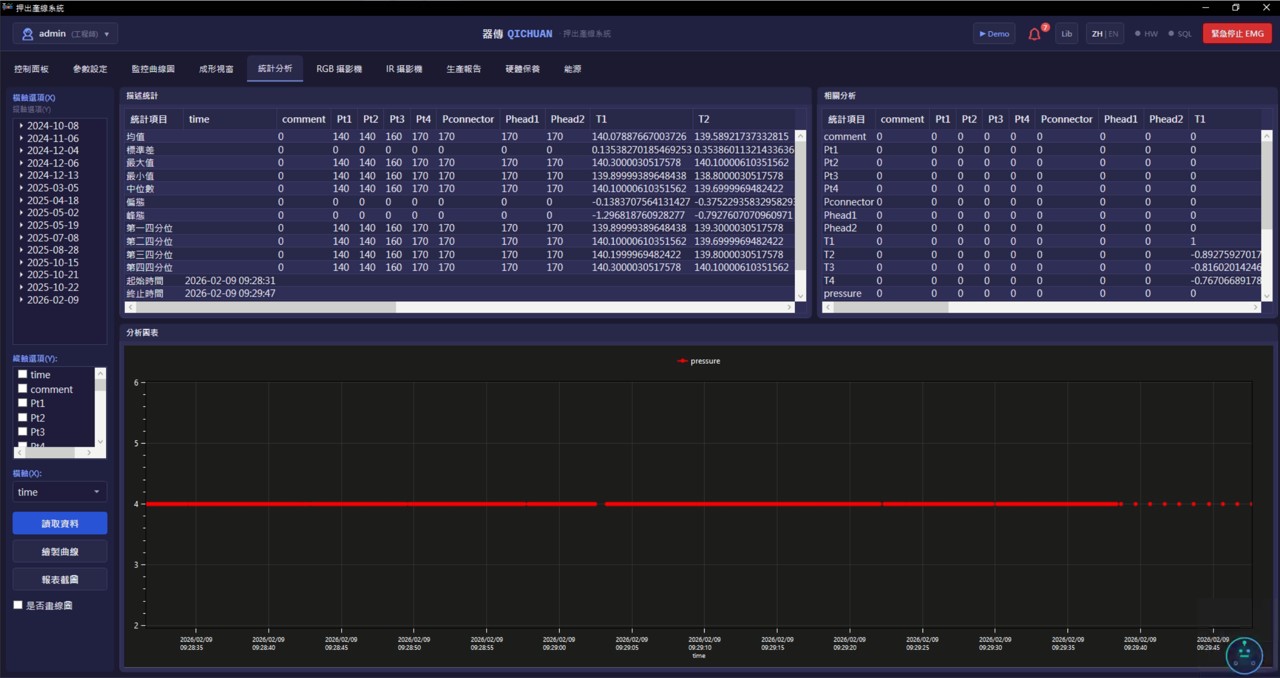
V. 生產過程中的製程狀態分析
每一次的生產歷程,都是製程管理人員珍貴的數據資產。系統會完整保留所有歷史監控數據,並提供隨時回放與統計分析功能。透過科學化的數據分析工具,協助管理者擺脫傳統經驗主義,以客觀、定量的角度精準優化製程變異。
初階版主要採用描述性統計與皮爾森相關係數 (Pearson correlation coefficient) 進行連動分析。而在即將推出的進階版本中,我們更導入了 AI 回歸模型,能深度剖析製程指標之間的關聯性、重要性排序以及潛在的相依性。
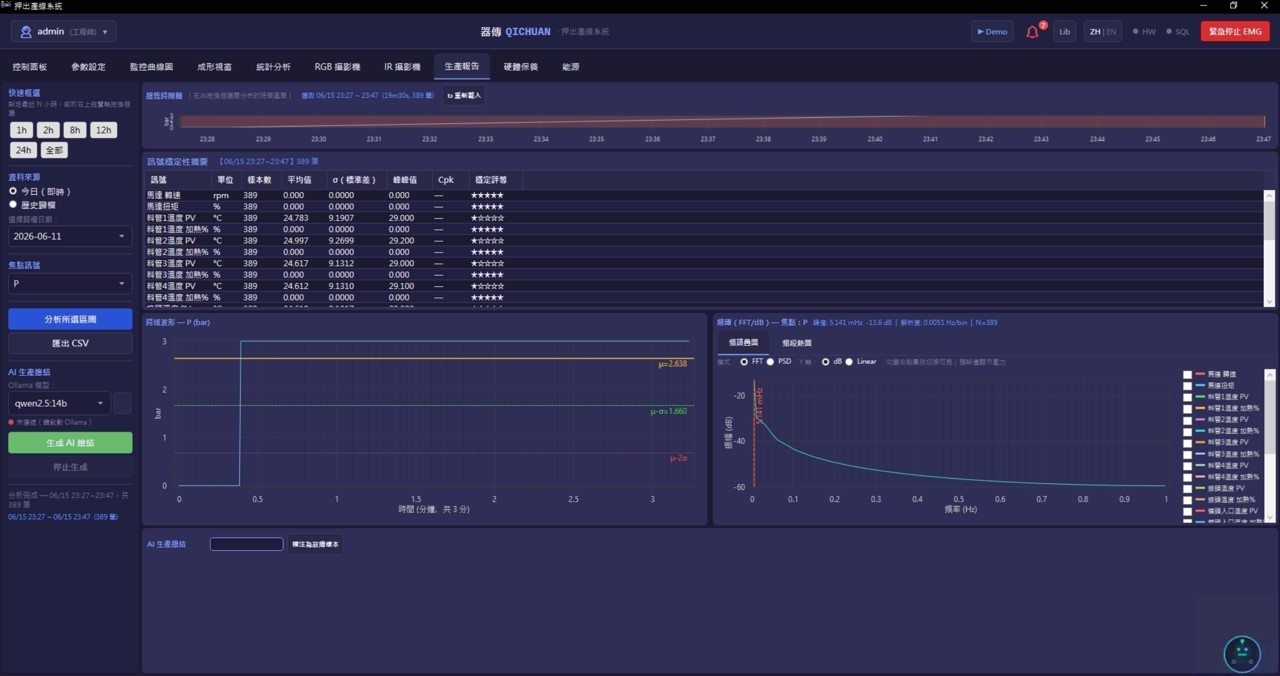
VI. 生產結束的數據報告
相較於著重製程優化的統計分析功能,生產報告旨在針對單次完整生產批次進行多維度的指標評分。當製程潛藏不穩定因子時,必然會引發訊號震盪;系統會將生產週期內所有指標的穩定性進行量化評分,甚至對特殊訊號進行高階數學分析以擷取高敏感特徵。初階版本支援將此報告直接輸出為標準 CSV 檔案,並可配合 API 無縫串接至貴司的 MES 系統或指定雲端儲存位置。
在未來的進階版本中,我們更將提供「AI 總結生成」功能。該模型基於我們研究室 30 年來深耕產學服務所累積的厚實知識庫,透過大型語言模型 (LLM) 作為虛擬技術助理窗口,提供精準、務實且經產線驗證的專家級操作建議。
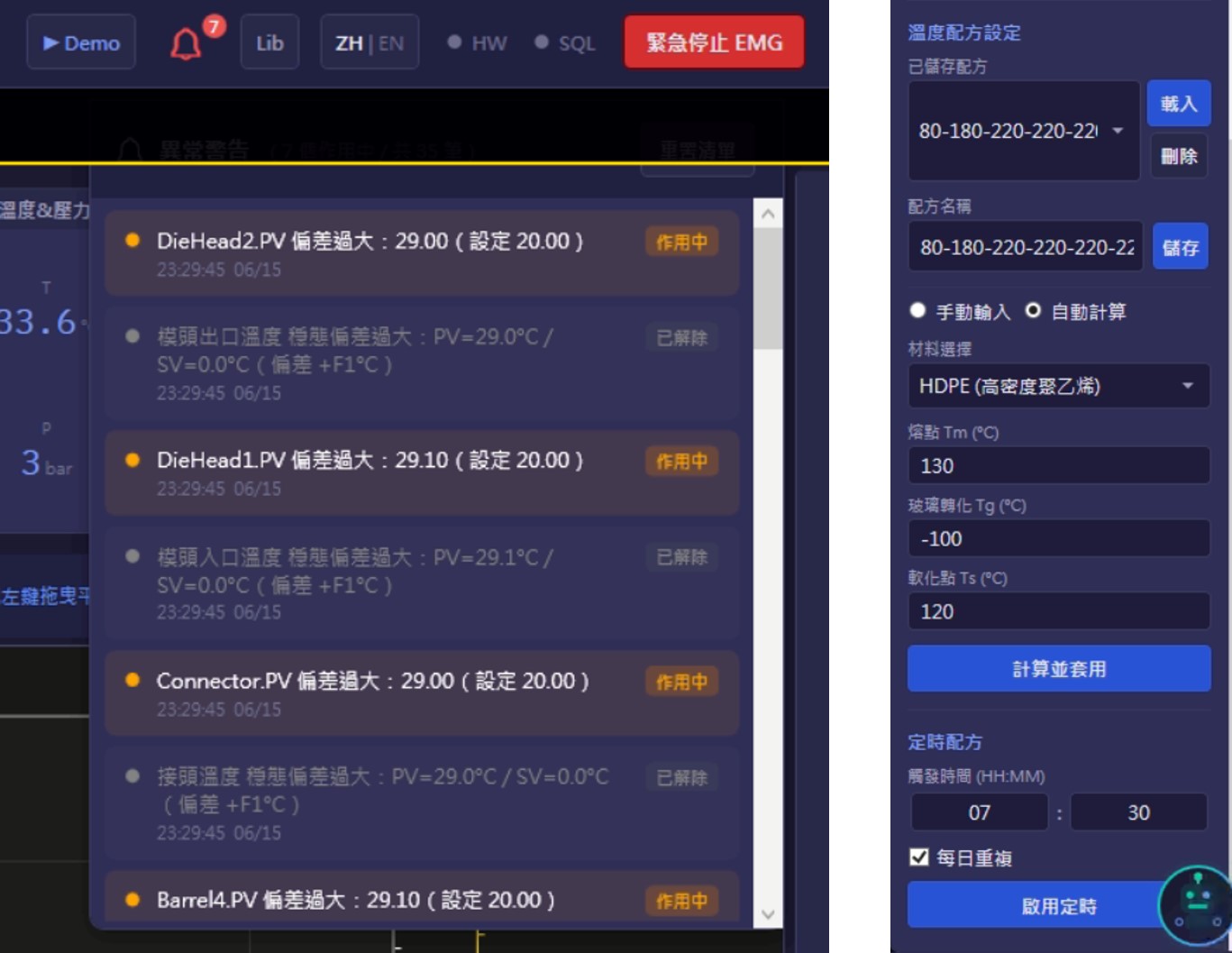
VII. 人性化的輔助設計
考量到押出控制系統是產線同仁需長時間高度專注使用的介面,我們在維持充足視覺資訊量的同時,加入了多項人性化輔助功能,讓現場操作更加得心應手。
例如,系統在導入材料溫度配方的基礎上,額外開發了「自動計算功能」,能依據製程條件引導操作員設定最適溫度。當溫度當前值 (PV) 與設定值 (SV) 偏差過大時,介面將立即切換警示色彩,並跳出顯目的文字提示,主動提醒人員介入檢查,確保生產安全與品質穩定。
參考影像

關鍵技術(技術樹索引)
本系統整合以下核心技術,以提升押出製程的智慧化與穩定性:
適用領域
🎞️ 塑膠押出製程
薄膜、包材、管材等押出應用。🛠 老舊押出機升級
以低成本增加智慧監控與自動控制能力。📐 尺寸精度要求產品
對外徑、厚度、寬度穩定度高度敏感的製程。想讓押出設備更聰明、更穩定、延長退役?
我們提供智慧控制 × 數位管理 × 數位孿生的完整升級方案
※基於客戶隱私保護,我們不會主動揭露能夠直接觀察到技術製程的圖片或是文件,敬請諒解!
※本案機電改裝配合單位:源益機電有限公司
※本案模具改裝配合單位:竑盛涪實業有限公司